


{{item.text}}
-
SHOP BY INDUSTRY
- After-Sales
- Financing
Machine Tool Accessories
Complete your machine with machining and machine tools accessories. Be it a drill chuck, tool holder or other, we carry all the extras needed for your milling and drilling machines. Whether you opt for a new milling set or a variety of pneumatic clamps, all purchases include a 1-year YuuTool warrant...Read More
 Tool Holders
Tool Holders Collets and Racks
Collets and Racks Broaches
Broaches Boring Heads and Shanks
Boring Heads and Shanks Drill Chucks & Arbors
Drill Chucks & Arbors Cutting Tools
Cutting Tools Live Centers
Live Centers Lathe Chucks
Lathe Chucks Lathe Tool Posts & Tool Holders
Lathe Tool Posts & Tool Holders Machine Vises
Machine Vises Tool Turrets
Tool Turrets Rotary Tables and Tail Stocks
Rotary Tables and Tail Stocks Collet Fixtures, Indexers & Spacers
Collet Fixtures, Indexers & Spacers Handwheels, Handles & Knobs
Handwheels, Handles & Knobs Machine Chucks
Machine Chucks Retention Knobs
Retention Knobs Collet Nuts & Wrenches
Collet Nuts & Wrenches Clamping Kits
Clamping Kits Spare Parts & Accessories
Spare Parts & Accessories Metalworking Fluids
Metalworking Fluids  Loading, please wait...
Loading, please wait...-
 Sale
Brand: Kilowood TPIN: MXZWA3HZ2 SKU: A02020000007 Condition: New$8.25 $26.40
Sale
Brand: Kilowood TPIN: MXZWA3HZ2 SKU: A02020000007 Condition: New$8.25 $26.401. WARRANTY: 1-YEAR
2. Overall Length: 5"
3. Model#: A08K-SCLCR-2
4. Insert not included
-
 Sale
Brand: ZEATOOL TPIN: D2RXJ7MT2 SKU: 71502010053 Condition: New$10.44 $11.60
Sale
Brand: ZEATOOL TPIN: D2RXJ7MT2 SKU: 71502010053 Condition: New$10.44 $11.601. Quick change tool post series: BXA (250-200-00 or 250-222-00)
2. Holder number: #1
3. Holder capacity: 1/2''
-
 Brand: Bodee TPIN: WRU7NWTFT SKU: BF0501002 Condition: New$9.50
Brand: Bodee TPIN: WRU7NWTFT SKU: BF0501002 Condition: New$9.501. Accuracy guaranteed witnin 0.00039"
2. Morse Taper #2
3. With 60° includer angle
4. Cone is 1-39/64"(41mm) diameter by 2-23/64"(60mm) long
-
 Sale
Brand: woodhorse TPIN: KCEZEZL5C SKU: SM010015 Condition: New
Sale
Brand: woodhorse TPIN: KCEZEZL5C SKU: SM010015 Condition: New1. Material: Allyed case hardened steel, black-finished and precisely grinded
2. Hardness: HRC 56-58
3. Max run out: <0.0002"
4. Carbon depth: 0.016" to 0.047"
5. Projection: 2.76"
6. Collet Chuck accepts all ER32 collets
-
 Sale
Brand: Kilowood TPIN: 2786SO660 SKU: Q000042284 Condition: New$3.20 $10.24
Sale
Brand: Kilowood TPIN: 2786SO660 SKU: Q000042284 Condition: New$3.20 $10.241. Made of special 65Mn alloy steel and hardened to HRC 46-50.
2. It can be widely used for boring, milling, drilling and tapping operation.
3. All critical collet surfaces are precision ground for accurate fit.
4. Runout tolerance within 0.0003" at 4xd position.
-
 Brand: Bodee TPIN: CKAVC2RB4 SKU: BE0102005 Condition: New$3.94
Brand: Bodee TPIN: CKAVC2RB4 SKU: BE0102005 Condition: New$3.941. Mount type: threaded mount
2. Runout: 0.004" TIR
3. Clamping range: 1/32" - 1/2"
4. Chuck key included
-
 Sale
Brand: Kilowood TPIN: DF53N1HHW SKU: Q000057481 Condition: New$11.17 $35.73
Sale
Brand: Kilowood TPIN: DF53N1HHW SKU: Q000057481 Condition: New$11.17 $35.731. TIR: ≤0.0002"
2. Balanced to G6.3 at 20,000 rpms
3. Works on all CAT40 Machines
4. Through-spindle coolant capability -
 Brand: Bodee TPIN: CDSK8DE5E SKU: BD0803002 Condition: New$74.29
Brand: Bodee TPIN: CDSK8DE5E SKU: BD0803002 Condition: New$74.291. Jaw width: 3-15/16"; Jaw Height: 1-3/16"; Jaw Opening: 4"
2. Slots for easy clamping to tables
3. Feed screws have precision cut Acme threads
4. Accurate positioning in two directions (crossed)
-
 Sale
Brand: Kilowood TPIN: 3H30I6XVK SKU: 502-029 Condition: New$6.62 $29.39
Sale
Brand: Kilowood TPIN: 3H30I6XVK SKU: 502-029 Condition: New$6.62 $29.391. WARRANTY: 1-YEARS
2. Overall Length: 6.00"
3. Model#: A10M-SCLCR-2
4. Insert not included
-
 Sale
Brand: ZEATOOL TPIN: C1Y0E3472 SKU: 71502010063 Condition: New$12.52 $13.91
Sale
Brand: ZEATOOL TPIN: C1Y0E3472 SKU: 71502010063 Condition: New$12.52 $13.911. Tool bit range: 1/4''-5/8''
2. Quick change tool post series: BXA (250-200-00 or 250-222-00)
3. Holder number: #2
-
 Brand: Bodee TPIN: KTJLMFBGF SKU: BE0202006 Condition: New$6.88
Brand: Bodee TPIN: KTJLMFBGF SKU: BE0202006 Condition: New$6.881. R8 Shank, 33 Jacobs Taper
2. Hardened and precision ground
3. Made of high grade alloy steel
4. Total indicated runout is from 0.00059" to 0.00079"
-
 Sale
Brand: Kilowood TPIN: S5QO00N4Y SKU: A02020000002 Condition: New$6.62 $21.19
Sale
Brand: Kilowood TPIN: S5QO00N4Y SKU: A02020000002 Condition: New$6.62 $21.191. WARRANTY: 1-YEAR
2. Overall Length: 8"
3. Model#: S10R-SCLCR-3
4. Insert not included
-
 Sale
Brand: Kilowood TPIN: O7OQU7UAS SKU: Q000061222 Condition: New$45.35 $145.10
Sale
Brand: Kilowood TPIN: O7OQU7UAS SKU: Q000061222 Condition: New$45.35 $145.101. Octagonal double side insert with 12 cutting edges to maximize cost effectiveness.
2. 0.138" Maximum depth of cut.
3. 0.25" Extra thick insert body to withstand high impact cutting environment
4. K class tolerance combined with face mill to achieve 0.001" axial runout
-
 Brand: Bodee TPIN: TT4P63OID SKU: BB0201028 Condition: New$5.24
Brand: Bodee TPIN: TT4P63OID SKU: BB0201028 Condition: New$5.241. Hole diameter: 1" (25.4mm), overall length is 4" (101.6mm)
2. High grade collet steel
3. Drawbar thread: 7/16" - 20
4. Good elasticity, high precision, run-out tolerance 0.0012"
-
 Sale
Brand: Kilowood TPIN: JCW26678T SKU: Q000042254 Condition: New$2.54 $8.11
Sale
Brand: Kilowood TPIN: JCW26678T SKU: Q000042254 Condition: New$2.54 $8.111. Made of special 65Mn alloy steel and hardened to HRC 46-50.
2. It can be widely used for boring, milling, drilling and tapping operation.
3. All critical collet surfaces are precision ground for accurate fit.
4. Runout tolerance within 0.0003" at 4xd position.
-
 Sale
Brand: Kilowood TPIN: 18OM2JPDN SKU: Q000039277 Condition: New$41.51 $132.82
Sale
Brand: Kilowood TPIN: 18OM2JPDN SKU: Q000039277 Condition: New$41.51 $132.821. Made from alloy steel for excellent vibration control.
2. Inserts are not included but available (HOKU0806..).
3. All critical surfaces precision ground.
4. Suitable for most face milling applications on steel, stainless steel, and cast iron.
-
 Brand: Bodee TPIN: AKYV5NTXO SKU: BA0203003 Condition: New$39.60
Brand: Bodee TPIN: AKYV5NTXO SKU: BA0203003 Condition: New$39.601. Arbor diameter: 1", H5 pilot tolerance
2. Rear thread for pull stud is 7/16" - 20
3. Gage length is 3.00"
4. Concentricity is less than 0.00031 at face and arbor
5. Width of removable drive keys are 3/8"
6. Hardened and precision taper ground to AT3 accuracy
-
 Brand: Bodee TPIN: EMG2K2B4W SKU: BC0102007 Condition: New$16.40
Brand: Bodee TPIN: EMG2K2B4W SKU: BC0102007 Condition: New$16.401. Threaded mount: 1-1/2" - 18 TPI
2. Shank thread 7/16" - 20
3. R8 taper shank
4. Made of high grade alloy steel
-
 Brand: Bodee TPIN: T8R480ICX SKU: BE0201007 Condition: New$3.60
Brand: Bodee TPIN: T8R480ICX SKU: BE0201007 Condition: New$3.601. Size MT2 × JT6
2. Hardened and precision ground
3. Made of high grade alloy steel
4. Total indicated runout is from 0.00059" to 0.00079"
-
 Brand: Bodee TPIN: H3SU7YW3U SKU: BA0103029 Condition: New$23.53
Brand: Bodee TPIN: H3SU7YW3U SKU: BA0103029 Condition: New$23.531. For deep hole machining
2. Shank is 1" diameter 2-1/32" long
3. All critical tool holder surfaces precision ground
4. Made from alloy steel hardened to HRC48 - 52
5. This tool holder accepts all ER32 collets
6. Coolant through capability
-
 Brand: Bodee TPIN: C4GY5PHHL SKU: BC0101003 Condition: New$69.41
Brand: Bodee TPIN: C4GY5PHHL SKU: BC0101003 Condition: New$69.411. Threaded Mount: 1-1/2" - 18 TPI
2. Maximum offset is 1" and minimum graduation is 0.0005"
3. Boring head O.D. size is 3", boring bar diameter is 3/4", Includes adjusting wrenches
4. Wide bearing surface assures maximum rigidity
-
 Sale
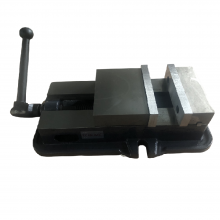
TPIN: NWNUZDEMK SKU: QM-6 Condition: New
Sale
TPIN: NWNUZDEMK SKU: QM-6 Condition: New- squareness and accurate within 0.01mm/100mm (0.00039"/4")
- Jaw Opening: 160mm (6")
- Jaw Height: 45mm (1.77")
- Parallel and accurate within 0.01mm/100mm (0.00039" /4")
- Sliding surface of the vise bed is flame hardened and ground
-
 Sale
Brand: Kilowood TPIN: L8SLEBH46 SKU: Q000039303 Condition: New$12.92 $41.34
Sale
Brand: Kilowood TPIN: L8SLEBH46 SKU: Q000039303 Condition: New$12.92 $41.341.Works on all CAT40 machines
2.Coolant thru capability
3.All critical tool holder surfaces precision ground
4.Tool Holder is Balanced to G6.3 at 10,000 rpm
5.Concentricity is less than 0.0001" at collet face
-
 Brand: Bodee TPIN: ZWMQAHQ0K SKU: BA0303004 Condition: New$33.95
Brand: Bodee TPIN: ZWMQAHQ0K SKU: BA0303004 Condition: New$33.951. Hole diameter 3/8", H5 Hole Tolorance
2. Runout: ≤ 0.00012“ TIR and through-spindle coolant capability
3. Rear thread for pull stud is1/2"-13
4. Fit for Drilling Machine, Milling Machine CNC Chuck or Holder
-
 Brand: Bodee TPIN: HI0HEL3UR SKU: BE0102002 Condition: New$3.34
Brand: Bodee TPIN: HI0HEL3UR SKU: BE0102002 Condition: New$3.341. Mount type: 3/8" - 24 UNF thread mounted
2. Runout: 0.004" TIR
3. Clamping range: 1/32" - 3/8"
4. Chuck key included
-
 Brand: Bodee TPIN: 2E50RDDH4 SKU: BD0804001A Condition: New$17.06
Brand: Bodee TPIN: 2E50RDDH4 SKU: BD0804001A Condition: New$17.061. Jaw width: 2 - 1/2", Jaw Height: 1 - 1/4", Jaw opening: 2 - 1/2", Anvil work-surface 1.65"x 1.26"
2. Manufactured From Die Cast Iron
3. Feed screws have precision cut acme threads
4. 360° Locking Swivel Base and large ground anvil
-
 TPIN: HOIGBBTTX SKU: QM16125 Condition: New$173.545 Inch Precision Milling Machine Vise | QM16125
TPIN: HOIGBBTTX SKU: QM16125 Condition: New$173.545 Inch Precision Milling Machine Vise | QM16125 -
 TPIN: 6LYAOFNLL SKU: 12-279-A05-0 Condition: New$47.811/2" fits to CQ9332,CQ9332A, HA330,AT320. 5 pcs per set
TPIN: 6LYAOFNLL SKU: 12-279-A05-0 Condition: New$47.811/2" fits to CQ9332,CQ9332A, HA330,AT320. 5 pcs per set -
 Brand: Bolton Tools TPIN: RU6B1I1KL SKU: 75009V Condition: New$138.454 Inch Precision Milling Machine Vise | 75009V
Brand: Bolton Tools TPIN: RU6B1I1KL SKU: 75009V Condition: New$138.454 Inch Precision Milling Machine Vise | 75009V -
 Brand: Bodee TPIN: OGULJUG4B SKU: BD0301002 Condition: New$232.00
Brand: Bodee TPIN: OGULJUG4B SKU: BD0301002 Condition: New$232.001. Table Dia. : 5-29/32" (150mm), Gear Ratio: 90:1
2. Dia. of Center Hole: 43/64" (17mm), Center Taper: MT2
3. Height of Center for Vert. mounting: 3-15/16" (100mm)
4. Number of T-Slots: 4, Width of T - Slot: 15/32" (12mm)
-
 Brand: Bodee TPIN: MPAGWOJWD SKU: BD0301005 Condition: New$526.78
Brand: Bodee TPIN: MPAGWOJWD SKU: BD0301005 Condition: New$526.781. Table Dia.: 11 - 13/16" (300mm), Gear Ratio: 90 : 1
2. Dia. of Center Hole: 1 - 7/64" (28mm), Center Taper MT4
3. Height of center for Vert. mounting: 7 - 43/64" (195mm)
4. Number of T - Slots: 6, Width of T - Slot: 35/64" (14mm)
-
 Sale
Brand: Bodee TPIN: E3JNTWOQ4 SKU: BA0102006 Condition: New$47.15 $58.90
Sale
Brand: Bodee TPIN: E3JNTWOQ4 SKU: BA0102006 Condition: New$47.15 $58.901. Runout: ≤ 0.00024" TIR
2. Through-spindle coolant capability
3. Precision balanced to G6.3 @ 10000 rpm
4. Hardened and precision taper ground to AT3 accuracy
-
 Sale
Brand: Bodee TPIN: 87OLMOJOY SKU: BA0102009 Condition: New$47.15 $58.90
Sale
Brand: Bodee TPIN: 87OLMOJOY SKU: BA0102009 Condition: New$47.15 $58.901. Runout: ≤ 0.0002" TIR
2. Through-spindle coolant capability
3. Precision balanced to G2.5 @ 20000 rpm
4. Hardened and precision taper ground to AT3 accuracy
-
 Sale
Brand: Bodee TPIN: 0OO8JZSE2 SKU: BA0102010 Condition: New$47.15 $58.90
Sale
Brand: Bodee TPIN: 0OO8JZSE2 SKU: BA0102010 Condition: New$47.15 $58.901. Runout: ≤ 0.00024" TIR
2. Through-spindle coolant capability
3. Precision balanced to G6.3 @ 10000 rpm
4. Hardened and precision taper ground to AT3 accuracy
-
 Sale
Brand: Bodee TPIN: 0O0SLQQH0 SKU: BA0102011 Condition: New$47.15 $58.90
Sale
Brand: Bodee TPIN: 0O0SLQQH0 SKU: BA0102011 Condition: New$47.15 $58.901. Runout: ≤ 0.0002" TIR
2. Through-spindle coolant capability
3. Precision balanced to G2.5 @ 20000 rpm
4. Hardened and precision taper ground to AT3 accuracy
-
 Brand: Bodee TPIN: 2NEP2R8AK SKU: BA0102012 Condition: New$49.80
Brand: Bodee TPIN: 2NEP2R8AK SKU: BA0102012 Condition: New$49.801. Runout: ≤ 0.00024'' TIR
2. Through-spindle coolant capability
3. Precision balanced to G6.3 @ 10000 rpm
4. Hardened and precision taper ground to AT3 accuracy
-
 Brand: Bodee TPIN: C7QHVVM4S SKU: BA0101010 Condition: New$56.50
Brand: Bodee TPIN: C7QHVVM4S SKU: BA0101010 Condition: New$56.501. T.I.R. ≤ 0.00024" at collet face
2. Rear thread for pull stud is 5/8" - 11
3. Balanced to G6.3 at 10000 rpm
4. Works on all CAT40 machines
-
 Sale
Brand: Bodee TPIN: LQ1RYJLPO SKU: BA0101011 Condition: New$47.15 $58.90
Sale
Brand: Bodee TPIN: LQ1RYJLPO SKU: BA0101011 Condition: New$47.15 $58.901. T.I.R. ≤ 0.0002" at collet face
2. Rear thread for pull stud is 5/8" - 11
3. Balanced to G6.3 at 15000 rpm
4. Works on all CAT40 machines
-
 Brand: Bodee TPIN: PTH0ECQC5 SKU: BA0101012 Condition: New$49.80
Brand: Bodee TPIN: PTH0ECQC5 SKU: BA0101012 Condition: New$49.801. T.I.R. ≤ 0.0002" at collet face
2. Rear thread for pull stud is 5/8" - 11
3. Balanced to G6.3 at 15000 rpm
4. Works on all CAT40 machines
-
 Sale
Brand: Bodee TPIN: ISPCR6LI8 SKU: BA0101028 Condition: New$58.00 $76.80
Sale
Brand: Bodee TPIN: ISPCR6LI8 SKU: BA0101028 Condition: New$58.00 $76.801. T.I.R. ≤ 0.00024" at collet face
2. Rear thread for pull stud is 1" - 8
3. Balanced to G6.3 at 10000 rpm
4. Works on all CAT 50 machines
-
 Brand: Bodee TPIN: K4K0K6UGM SKU: BA0101034 Condition: New$76.83
Brand: Bodee TPIN: K4K0K6UGM SKU: BA0101034 Condition: New$76.831. T.I.R. ≤ 0.00031" at collet face
2. Rear thread for pull stud is 1" - 8
3. Balanced to G6.3 at 10000 rpm
4. Works on all CAT 50 machines
-
 Brand: Bodee TPIN: JTU8XIFW7 SKU: BA0103005 Condition: New$21.32
Brand: Bodee TPIN: JTU8XIFW7 SKU: BA0103005 Condition: New$21.321. For deep hole machining
2. Shank is 5/8" diameter 3-21/32" long
3. All critical tool holder surfaces precision ground
4. Made from alloy steel hardened to HRC48 - 52
5. This tool holder accepts all ER16 collets
6. Coolant through capability
-
 Brand: Bodee TPIN: 8OGIN2TJJ SKU: BA0103017 Condition: New$27.80
Brand: Bodee TPIN: 8OGIN2TJJ SKU: BA0103017 Condition: New$27.801. For deep hole machining
2. Shank is 3/4" diameter 6" long
3. All critical tool holder surfaces precision ground
4. Made from alloy steel hardened to HRC48 - 52
5. This tool holder accepts all ER20 collets
-
 Brand: Bodee TPIN: 50UC2EPCE SKU: BD0301001B Condition: New$174.00
Brand: Bodee TPIN: 50UC2EPCE SKU: BD0301001B Condition: New$174.001. Table Diameter : 4-21/64" (110mm), Gear Ratio: 72:1
2. Diameter of Center Hole: 5/8" (16mm), Center Taper MT2
3. Height of center for Vert. mounting: 3-11/32" (85mm)
4. Number of T - Slot: 4, Width of T-Slot: 15/32" (12mm)
-
 Brand: Bodee TPIN: VBPWJAP0R SKU: BA0201011 Condition: New$29.40
Brand: Bodee TPIN: VBPWJAP0R SKU: BA0201011 Condition: New$29.401. Runout: ≤ 0.00024" TIR.
2. Pilot Diameter: 1 - 1/2", H5 pilot tolerance
3. Rear thread for pull stud is 5/8"-11
4. Meets or exceeds ANSI specifications
No return,no refund after purchase
-
 Brand: Bodee TPIN: OMQ7AI3S7 SKU: BA0201007 Condition: New$29.40
Brand: Bodee TPIN: OMQ7AI3S7 SKU: BA0201007 Condition: New$29.401. Runout: ≤ 0.0002" TIR
2. Pilot Diameter: 1-1/4", H5 arbor tolerance
3. Rear thread for pull stud is 5/8"-11
4. Meets or exceeds ANSI specifications
-
 Brand: Bodee TPIN: 5O0RJ6ZSW SKU: BA0202005 Condition: New$46.25
Brand: Bodee TPIN: 5O0RJ6ZSW SKU: BA0202005 Condition: New$46.251. Runout: ≤ 0.0002" TIR.
2. Pilot Diameter: 1 - 1/4", H5 pilot tolerance
3. Rear thread for pull stud is M16
4. Hardened and precision taper ground to AT3 accuracy
-
 Brand: Bodee TPIN: 8QP5UIE66 SKU: BA0203005 Condition: New$39.60
Brand: Bodee TPIN: 8QP5UIE66 SKU: BA0203005 Condition: New$39.601. Arbor diameter: 1-1/2", H5 pilot tolerance
2. Rear thread for pull stud is 7/16" - 20
3. Gage length is 5.00"
4. Concentricity is less than 0.00031 at face and arbor
5. Width of removable drive keys are 5/8"
6. Hardened and precision taper ground to AT3 accuracy
-
 Brand: Bodee TPIN: NSDYKVRYT SKU: BA0301010 Condition: New$35.00
Brand: Bodee TPIN: NSDYKVRYT SKU: BA0301010 Condition: New$35.001. Hole diameter 3/8", H5 Hole Tolorance
2. Runout: ≤ 0.0002" TIR
3. Rear thread for pull stud is 5/8"-11
4. Fit for Drilling Machine, Milling Machine CNC Chuck or Holder
-
 Brand: Bodee TPIN: LUZRYOUFR SKU: BA0301026 Condition: New$53.00
Brand: Bodee TPIN: LUZRYOUFR SKU: BA0301026 Condition: New$53.001. Hole diameter 7/16", H5 Hole Tolorance
2. Runout ≤ 0.00024"
3. Rear thread for pull stud is 1" - 8
4. Works on all CAT 50 machines
-
 Brand: Bodee TPIN: 38LYHAZ6K SKU: BA0302006 Condition: New$36.00
Brand: Bodee TPIN: 38LYHAZ6K SKU: BA0302006 Condition: New$36.001. Hole diameter 5/8", H5 Hole Tolorance
2. Runout: ≤ 0.00012" TIR
3. Rear thread for pull stud is M12
4. Fit for Drilling Machine, Milling Machine CNC Chuck or Holder
-
 Brand: Bodee TPIN: ZK4O8JERI SKU: BA0302015 Condition: New$38.00
Brand: Bodee TPIN: ZK4O8JERI SKU: BA0302015 Condition: New$38.001. Hole diameter 1/2", H5 Hole Tolorance
2. Runout: ≤ 0.0002" TIR
3. Rear thread for pull stud is M16
4. Fit for Drilling Machine, Milling Machine CNC Chuck or Holder
-
 Sale
Brand: Bodee TPIN: TTQ3URNFQ SKU: BA0302024 Condition: New$37.00 $46.25
Sale
Brand: Bodee TPIN: TTQ3URNFQ SKU: BA0302024 Condition: New$37.00 $46.251. Hole diameter 1", H5 Hole Tolorance
2. Runout: ≤ 0.0002" TIR
3. Rear thread for pull stud is M16
4. Fit for Drilling Machine, Milling Machine CNC Chuck or Holder
-
 Brand: Bodee TPIN: P2KLU6H7F SKU: BA0303005 Condition: New$33.95
Brand: Bodee TPIN: P2KLU6H7F SKU: BA0303005 Condition: New$33.951. Hole diameter 1/2", H5 Hole Tolorance
2. Runout: ≤ 0.00012 TIR and through-spindle coolant capability
3. Rear thread for pull stud is 1/2"-13
4. Fit for Drilling Machine, Milling Machine CNC Chuck or Holder
-
 Brand: Bodee TPIN: OJ7DYL0MP SKU: BA0404005 Condition: New$53.00
Brand: Bodee TPIN: OJ7DYL0MP SKU: BA0404005 Condition: New$53.001. CAT50 outside taper, 2MT inside taper
2. Runout: 0.00031" TIR
3. Drawbar thread size1"-8
4. Precision ground for improved tool life and work piece consistency
-
 Brand: Bodee TPIN: 5NKXVYAHV SKU: BA0304038 Condition: New$31.03
Brand: Bodee TPIN: 5NKXVYAHV SKU: BA0304038 Condition: New$31.031. 0.00031" TIR or better ensure the best possible cutting tool life
2. Hole diameter 3/4", H5 hole tolorance
3. Drawbar thread: 7/16" - 20
4. Fit for drilling machine, milling machine CNC chuck or holder
-
 Brand: Bodee TPIN: VENWDS3GA SKU: BA0304041 Condition: New$31.03
Brand: Bodee TPIN: VENWDS3GA SKU: BA0304041 Condition: New$31.031. Hole diameter 1-1/4", H5 hole tolorance
2. 0.00031" TIR or better ensure the best possible cutting tool life
3. Drawbar thread: 7/16" - 20
4. Fit for drilling machine, milling machine CNC chuck or holder
-
 Brand: Bodee TPIN: 0CACG22G6 SKU: BB0102013 Condition: New$4.00
Brand: Bodee TPIN: 0CACG22G6 SKU: BB0102013 Condition: New$4.001. Hole diameter : 13/32", overall length is 1-5/64" (27mm)
2. Material: High-Grade 65Mn
3. Clamping Range: 3/8" - 13/32"(0.375" - 0.406")
4. Good elasticity, high precision, runout tolerance 0.00059"
-
 Brand: Bodee TPIN: RQAPYALHW SKU: BB0103011 Condition: New$4.30
Brand: Bodee TPIN: RQAPYALHW SKU: BB0103011 Condition: New$4.301. Hole Diameter : 11/32", overall length is 1 - 15/64"
2. Material:High Grade 65Mn
3. Clamping Range: 21/64"-11/32"(0.328"-0.349")
4. Good elasticity, high precision, Run-Out Tolerance 0.00059"
No return,no refund after purchase
-
 Brand: Bodee TPIN: X6BBGIY5P SKU: BB0103009 Condition: New$4.30
Brand: Bodee TPIN: X6BBGIY5P SKU: BB0103009 Condition: New$4.301. Hole diameter : 9/32", overall length1-15/64"
2. Material: High-Grade 65Mn
3. Clamping Range: 1/4" - 9/32''(0.25" - 0.281")
4. Good elasticity, high precision, runOut tolerance 0.00059"
-
 Brand: Bodee TPIN: ANY0HNI0N SKU: BB0104016 Condition: New$4.80
Brand: Bodee TPIN: ANY0HNI0N SKU: BB0104016 Condition: New$4.801.Hole Diameter: 17/32", overall length is 1 - 11/32"
2.Material: High Grade 65Mn
3.Clamping Range: 3/64" - 17/32"(0.516" - 0.531")
4.Good elasticity, high precision, Run-Out Tolerance ≤ 0.00059"
-
 Brand: Bodee TPIN: 5Z274L23Z SKU: BB0104014 Condition: New$4.80
Brand: Bodee TPIN: 5Z274L23Z SKU: BB0104014 Condition: New$4.801. Hole Diameter: 5/32", overall length is 1 - 11/32"
2. Material: High Grade 65Mn
3. Clamping Range: 9/64" - 5/32" (0.141" - 0.156")
4. Good elasticity, high precision, Run-Out Tolerance 0.00059"
-
 Brand: Bodee TPIN: N6CJ4NSPC SKU: BB0104012 Condition: New$4.80
Brand: Bodee TPIN: N6CJ4NSPC SKU: BB0104012 Condition: New$4.801.Hole Diameter: 13/32", overall length is 1 - 11/32"
2.Material: High Grade 65Mn
3.Clamping Range: 3/8"-13/32"(0.375" - 0.406")
4.Good elasticity, high precision, Run-Out Tolerance 0.00059"
-
 Brand: Bodee TPIN: 638MEA55Z SKU: BB0105002 Condition: New$5.00
Brand: Bodee TPIN: 638MEA55Z SKU: BB0105002 Condition: New$5.001. Hole Diameter: 1/8", overall length is 1 - 37/64"
2. Material: High Grade 65Mn
3. Clamping Rang: 7/64" - 1/8"(0.109" - 0.125")
4. Good elasticity, high precision, Run-Out Tolerance ≤ 0.00059"
-
 Brand: Bodee TPIN: DVAQAKL0E SKU: BB0105008 Condition: New$5.00
Brand: Bodee TPIN: DVAQAKL0E SKU: BB0105008 Condition: New$5.001.Hole Diameter: 5/16", overall length is 1 - 37/64"
2.Material: High Grade 65Mn
3.Clamping Range: 9/32" - 5/16"(0.281" - 0.313")
4.Good elasticity, high precision, Run-Out Tolerance ≤ 0.00059"
-
 Brand: Bodee TPIN: VUBAWQAS3 SKU: BB0105018 Condition: New$5.00
Brand: Bodee TPIN: VUBAWQAS3 SKU: BB0105018 Condition: New$5.001. Hole Diameter: 5/8", overall length is 1-37/64"
2. Material: High Grade 65Mn
3. Clamping Range: 39/64" - 5/8"(0.605" - 0.625")
4. Good elasticity, high precision, Run-Out Tolerance ≤ 0.00059"
-
 Brand: Bodee TPIN: X5KMG3R3E SKU: BB0106017 Condition: New$6.00
Brand: Bodee TPIN: X5KMG3R3E SKU: BB0106017 Condition: New$6.001. Hole Diameter: 5/8", overall length is 1 - 13/16"
2. Material: High Grade 65Mn
3. Clamping Range: 5/8" - 19/32"
4. Good elasticity, high precision, Run-Out Tolerance ≤ 0.00059"
-
 Brand: Bodee TPIN: 2Z6RM743M SKU: BB0201027 Condition: New$5.24
Brand: Bodee TPIN: 2Z6RM743M SKU: BB0201027 Condition: New$5.241. Hole diameter: 7/8" (22.225mm), overall length is 4" (101.6mm)
2. High grade collet steel
3. Drawbar thread: 7/16" - 20
4. Good elasticity, high precision, run-out tolerance 0.0012"
-
 Brand: Bodee TPIN: QLF5LMLU6 SKU: BA0101034B Condition: New$55.12
Brand: Bodee TPIN: QLF5LMLU6 SKU: BA0101034B Condition: New$55.121. T.I.R. ≤ 0.00031" at collet face
2. Rear thread for pull stud is 1" - 8
3. Balanced to G6.3 at 8000 rpm
4. Works on all CAT 50 machines
-
 Brand: Bodee TPIN: HZQK5J356 SKU: BA0104020B Condition: New$29.38
Brand: Bodee TPIN: HZQK5J356 SKU: BA0104020B Condition: New$29.381. Rear thread for pull stud is 5/8"-11
2. Runout: ≤ 0.00024" TIR
3. Through-spindle coolant capability
4. Taper ground to high precision AT3 accuracy (all meeting or exceeding industry standards)
-
 Brand: Bodee TPIN: KM7N1N8FL SKU: BA0101011B Condition: New$31.74
Brand: Bodee TPIN: KM7N1N8FL SKU: BA0101011B Condition: New$31.741. T.I.R. ≤ 0.00024" at collet face
2. Rear thread for pull stud is 5/8" - 11
3. Balanced to G6.3 at 8000 rpm
4. Works on all CAT40 machines
-
 Sale
Brand: Bodee TPIN: NHI5WBCAK SKU: BA0101012B Condition: New$37.00 $46.25
Sale
Brand: Bodee TPIN: NHI5WBCAK SKU: BA0101012B Condition: New$37.00 $46.251. T.I.R. ≤ 0.00024" at collet face
2. Rear thread for pull stud is 5/8" - 11
3. Balanced to G6.3 at 8000 rpm
4. Works on all CAT40 machines
-
 Brand: Bodee TPIN: NVYFEDYV6 SKU: BA0102006B Condition: New$31.00
Brand: Bodee TPIN: NVYFEDYV6 SKU: BA0102006B Condition: New$31.001. T.I.R. ≤ 0.00031 at collet face
. Through-spindle coolant capability
3. Balanced to G6.3 at 8000 rpm
4. Hardened and precision taper ground to AT3 accuracy
-
 Sale
Brand: Bodee TPIN: WR5Y6EADQ SKU: BA0102009B Condition: New$37.00 $46.25
Sale
Brand: Bodee TPIN: WR5Y6EADQ SKU: BA0102009B Condition: New$37.00 $46.251. Runout: ≤ 0.00024" TIR
2. Through-spindle coolant capability
3. Precision balanced to G6.3 @ 10000 rpm
4. Hardened and precision taper ground to AT3 accuracy
-
 Brand: Bodee TPIN: WWIKHEIAN SKU: BA1102003 Condition: New$111.48
Brand: Bodee TPIN: WWIKHEIAN SKU: BA1102003 Condition: New$111.481. 8 pcs ER32 chucks sets includes the following collet sizes: 5/32" ,1/4",5/16", 3/8", 1/2", 9/16, 5/8" and 3 /4"
2. 1 pcs pull stud, 1 pcs spanner and 1 pcs clamping nut
3. BT40-ER32 chuck holder
4. Comprehensive accuracy to 0.0003"
5. Balanced to 20000 rpm @ G6.3
6. With fitted case
-
 Brand: Bodee TPIN: IHB1LEUS1 SKU: BA0102003B Condition: New$23.52
Brand: Bodee TPIN: IHB1LEUS1 SKU: BA0102003B Condition: New$23.521. Runout: ≤ 0.0002" TIR
2. Through-spindle coolant capability
3. Precision balanced to G6.3 @ 10000 rpm
4. Hardened and precision taper ground to AT3 accuracy
-
 Brand: Bodee TPIN: X54OR41F1 SKU: BA0102010B Condition: New$32.84
Brand: Bodee TPIN: X54OR41F1 SKU: BA0102010B Condition: New$32.841. Runout: ≤ 0.00031" TIR
2. Through-spindle coolant capability
3. Precision balanced to G6.3 @ 8000 rpm
4. Hardened and precision taper ground to AT3 accuracy
-
 Brand: Bodee TPIN: CTADBSEOD SKU: BA0102012B Condition: New$32.84
Brand: Bodee TPIN: CTADBSEOD SKU: BA0102012B Condition: New$32.841. Runout: ≤ 0.00031" TIR
2. Through-spindle coolant capability
3. Precision balanced to G6.3 @ 8000 rpm
4. Hardened and precision taper ground to AT3 accuracy
-
 Brand: Bodee TPIN: MUMNLJPPM SKU: BA1101002 Condition: New$181.36
Brand: Bodee TPIN: MUMNLJPPM SKU: BA1101002 Condition: New$181.361. Drawbar Thread 1/2" - 13TPI
2. Spring collets are hardened and ground for maximun holding power and ultra precision
3. 16 pcs MT3 set include: collet chuck, 15 full grip collets 1/8", 3/16", 1/4", 5/16", 3/8", 7/16", 1/2", 9/16", 5/8", 11/16", 3/4", 13/16", 7/8", 15/16",1" and spanner wrench
-
 Brand: Bodee TPIN: DGXEJH45L SKU: BA1101003 Condition: New$133.85
Brand: Bodee TPIN: DGXEJH45L SKU: BA1101003 Condition: New$133.851. Drawbar Thread 7/16" - 20TPI
2. Spring collets are hardened and ground for maximun holding power and ultra precision
3. 8 pcs R8 set includes: collet chuck, 7 full grip collets 1/4", 5/16", 3/8",1/2", 5/8", 3/4", 1" and spanner wrench
-
 Brand: Bodee TPIN: S037UWGV4 SKU: BA1101004 Condition: New$205.13
Brand: Bodee TPIN: S037UWGV4 SKU: BA1101004 Condition: New$205.131. Drawbar Thread: 7/16" - 20 TPI
2. Spring collets are hardened and ground for maximum holding power and ultra precision
3. 16 pcs R8 set includes: collet chuck, 15 full grip collets 1/8", 3/16", 1/4", 5/16", 3/8", 7/16", 1/2", 9/16", 5/8", 11/16", 3/4", 13/16", 7/8", 15/16" 1" and spanner wrench
-
 Brand: Bodee TPIN: TBVKQ78QR SKU: BB0801001 Condition: New$6.20
Brand: Bodee TPIN: TBVKQ78QR SKU: BB0801001 Condition: New$6.201. Hole diameter: 1/8", overall size: 35 x 52mm / 1-3/8" x 2-3/64"(Max.D*L)
2. Good elasticity, high precision, run-out tolerance 0.00059"
3. Using high quality spring steel is stable in perfomance
4. These collets conform to DIN 6388 standards
-
 Brand: Bodee TPIN: Y37RT1KNX SKU: BB0801002 Condition: New$6.20
Brand: Bodee TPIN: Y37RT1KNX SKU: BB0801002 Condition: New$6.201. Hole diameter: 3/16", overall size: 35 x 52mm / 1-3/8" x 2-3/64" (Max.D*L)
2. Good elasticity, high precision, run-out tolerance 0.00059"
3. Using high quality spring steel is stable in perfomance
4. These collets conform to DIN 6388 standards
-
 Brand: Bodee TPIN: EEBO83KMQ SKU: BB0801003 Condition: New$6.20
Brand: Bodee TPIN: EEBO83KMQ SKU: BB0801003 Condition: New$6.201. Hole diameter: 1/4", overall size: 35 x 52mm / 1-3/8" x 2-3/64" (Max.D*L)
2. Good elasticity, high precision, run-out Tolerance 0.00059"
3. Using high quality spring steel is stable in perfomance
4. These collets conform to DIN 6388 standards
-
 Brand: Bodee TPIN: XNJCCFOMU SKU: BB0801004 Condition: New$6.20
Brand: Bodee TPIN: XNJCCFOMU SKU: BB0801004 Condition: New$6.201. Hole diameter: 5/16", overall size: 35 x 52mm / 1-3/8" x 2-3/64" (Max.D*L)
2. Good elasticity, high precision, run-out tolerance 0.00059"
3. Using high quality spring steel is stable in perfomance
4. These collets conform to DIN 6388 standards
-
 Brand: Bodee TPIN: FPY571457 SKU: BB0801005 Condition: New$6.20
Brand: Bodee TPIN: FPY571457 SKU: BB0801005 Condition: New$6.201. Hole diameter: 3/8", overall size: 35 x 52mm / 1-3/8" x 2-3/64" (Max.D*L)
2. Good elasticity, high precision, run-out tolerance 0.00059"
3. Using high quality spring steel is stable in perfomance
4. These collets conform to DIN 6388 standards
-
 Brand: Bodee TPIN: L0YL364QO SKU: BB0801006 Condition: New$6.20
Brand: Bodee TPIN: L0YL364QO SKU: BB0801006 Condition: New$6.201. Hole diameter: 7/16", overall size: 35 x 52mm / 1-3/8" x 2-3/64"(Max.D*L)
2. Good elasticity, high precision, run-out Tolerance 0.00059"
3. Using high quality spring steel is stable in perfomance
4. These collets conform to DIN 6388 standards
-
 Brand: Bodee TPIN: 17GE7I80L SKU: BB0801008 Condition: New$6.20
Brand: Bodee TPIN: 17GE7I80L SKU: BB0801008 Condition: New$6.201. Hole diameter: 9/16", overall size: 35 x 52mm / 1 3/8" x 2 3/64" (Max.D*L)
2. Good elasticity, high precision, run-out tolerance 0.00059"
3. Using high quality spring steel is stable in perfomance
4. These OZ collets conform to DIN 6388 standards
-
 Brand: Bodee TPIN: UWZA2BWD1 SKU: BB0801009 Condition: New$6.20
Brand: Bodee TPIN: UWZA2BWD1 SKU: BB0801009 Condition: New$6.201. Hole diameter: 5/8", overall size: 35 x 52mm / 1-3/8" x 2-3/64" (Max.D*L)
2. Good elasticity, high precision, run-out tolerance 0.00059"
3. Using high quality spring steel is stable in perfomance
4. These collets conform to DIN 6388 standards
-
 Brand: Bodee TPIN: CABMEIW37 SKU: BB0801010 Condition: New$6.20
Brand: Bodee TPIN: CABMEIW37 SKU: BB0801010 Condition: New$6.201. Hole diameter: 11/16", overall size: 35 x 52mm / 1-3/8" x 2-3/64" (Max.D*L)
2. Good elasticity, high precision, run-out tolerance 0.00059"
3. Using high quality spring steel is stable in perfomance
4. These collets conform to DIN 6388 standards
-
 Brand: Bodee TPIN: EPOJVXD7N SKU: BB0801011 Condition: New$6.20
Brand: Bodee TPIN: EPOJVXD7N SKU: BB0801011 Condition: New$6.201. Hole diameter: 3/4", overall size: 35 x 52mm / 1-3/8" x 2-3/64" (Max.D*L)
2. Good elasticity, high precision, run-out tolerance 0.00059"
3. Using high quality spring steel is stable in perfomance
4. These collets conform to DIN 6388 standards
-
 Brand: Bodee TPIN: RW32ZWF1S SKU: BB0801012 Condition: New$6.20
Brand: Bodee TPIN: RW32ZWF1S SKU: BB0801012 Condition: New$6.201. Hole diameter: 13/16", overall size: 35 x 52mm / 1-3/8" x 2-3/64" (Max.D*L)
2. Good elasticity, high precision, run-out tolerance 0.00059"
3. Using high quality spring steel is stable in perfomance
4. These collets conform to DIN 6388 standards
-
 Brand: Bodee TPIN: MBXURC12B SKU: BB0801013 Condition: New$6.20
Brand: Bodee TPIN: MBXURC12B SKU: BB0801013 Condition: New$6.201. Hole diameter: 7/8", overall size: 35 x 52mm / 1-3/8" x 2-3/64"(Max.D*L)
2. Good elasticity, high precision, run-out tolerance 0.00059"
3. Using high quality spring steel is stable in perfomance
4. These collets conform to DIN 6388 standards
-
 Brand: Bodee TPIN: VWS184FP2 SKU: BB0801014 Condition: New
Brand: Bodee TPIN: VWS184FP2 SKU: BB0801014 Condition: New1. Hole diameter: 15/16", overall size: 35 x 52mm / 1-3/8" x 2-3/64" (Max.D*L)
2. Good elasticity, high precision, run-out tolerance 0.00059"
3. Using high quality spring steel is stable in perfomance
4. These collets conform to DIN 6388 standards
-
 Brand: Bodee TPIN: KNTDXA4RA SKU: BB0801015 Condition: New$6.20
Brand: Bodee TPIN: KNTDXA4RA SKU: BB0801015 Condition: New$6.201. Hole diameter: 1", overall size: 35 x 52mm / 1-3/8" x 2-3/64" (Max.D*L)
2. Good elasticity, high precision, run-out tolerance 0.00059"
3. Using high quality spring steel is stable in perfomance
4. These collets conform to DIN 6388 standards
-
 Brand: Bodee TPIN: 22KJB20GD SKU: BE0301005 Condition: New$6.49
Brand: Bodee TPIN: 22KJB20GD SKU: BE0301005 Condition: New$6.491. Outside Morse Taper 4
2. Inside Morse taper 3
3. Overall Length 5-33/64"
4. Made of high quality alloy steel, hardened and ground throughout
-
 Brand: Bodee TPIN: M8WOBI1GF SKU: BE0301004 Condition: New$6.49
Brand: Bodee TPIN: M8WOBI1GF SKU: BE0301004 Condition: New$6.491. Outside Morse Taper 4
2. Inside Morse taper 2
3. Overall Length 4-7/8"
4. Made of high quality alloy steel, hardened and ground throughout
-
 Brand: Bodee TPIN: 7XZFSQ2N1 SKU: BF0101002 Condition: New$30.00
Brand: Bodee TPIN: 7XZFSQ2N1 SKU: BF0101002 Condition: New$30.001. Accuracy guaranteed within ≤0.00023"
2. The live center has a combination of deep groove ball bearing ,thrust ball bearing and needle bearing
3. The anti-dust seal can prevent cutting fluid and dust from entering into the center bearing
4. Rotating point is made of high quality alloy steel,heated to HRC 60±2
5. The MAX speed 3000RPM
-
 Brand: Bodee TPIN: UB0QWF2BB SKU: BF0101003 Condition: New$38.00
Brand: Bodee TPIN: UB0QWF2BB SKU: BF0101003 Condition: New$38.001. Accuracy guaranteed within ≤0.00023"
2. Morse Taper #4
3. The live center has a combination of deep groove ball bearing ,thrust ball bearing and needle bearing
4. The anti-dust seal can prevent cutting fluid and dust from entering into the center bearing
5. The 60° rotating spindle is made from carbon alloy steel with treat to HRCHRC60±2
6. The MAX speed 2600RPM
-
 Brand: Bodee TPIN: T874XJ8A6 SKU: BF0101004 Condition: New$45.00
Brand: Bodee TPIN: T874XJ8A6 SKU: BF0101004 Condition: New$45.001. Accuracy guaranteed within ≤0.00023"
2. Morse Taper #5
3. The live center has a combination of deep groove ball bearing ,thrust ball bearing and needle bearing
4. The anti-dust seal can prevent cutting fluid and dust from entering into the center bearing
5. The 60° rotating spindle is made from carbon alloy steel with treat to HRCHRC60±2
6. The MAX speed 2000RPM
-
 Brand: Bodee TPIN: N1URUWVWK SKU: BC0103003 Condition: New$112.69
Brand: Bodee TPIN: N1URUWVWK SKU: BC0103003 Condition: New$112.691. Threaded mount: 1-1/2" - 18 TPI
2. Maximum offset is 5/8" and minimum graduation is 0.001"
3. Boring bar hole diameter: 1/2", boring head height: 2-7/16"
4. Includes 2" boring head, MT3 shank with1/2" -13 mounting threads, adjusting wrenches, and 9 piece carbide tipped boring bar with 1/2" shank
-
 Brand: Bodee TPIN: P8XUTLGFQ SKU: BC0101002 Condition: New$54.55
Brand: Bodee TPIN: P8XUTLGFQ SKU: BC0101002 Condition: New$54.551.Threaded Mount: 7/8" - 20TPI
2. Maximum offset is 1" and minimum graduation is 0.001"
3. Boring head O.D. size is 2", boring bar diameter is 1/2", Includes adjusting wrenches
4.Wide bearing surface assures maximum rigidity.
-
 Brand: Bodee TPIN: PC85G8TJP SKU: BC0101005 Condition: New$123.95
Brand: Bodee TPIN: PC85G8TJP SKU: BC0101005 Condition: New$123.951.Threaded Mount: 1-1/2" - 18 TPI
2. Maximum offset is 1" and minimum graduation is 0.001"
3. Boring head O.D. size is 4", boring bar diameter is 1", Includes adjusting wrenches
4. Wide bearing surface assures maximum rigidity
-
 Brand: Bodee TPIN: MBUQAAPAU SKU: BB0601002 Condition: New$18.07
Brand: Bodee TPIN: MBUQAAPAU SKU: BB0601002 Condition: New$18.071. Qty of hole: 12 pcs (4 x 3)
2. Interchangeable with all ER type collets
3. Protects, stores and organizes collets
4. Red baked enamel finish for easy cleaning and protection
-
 Brand: Bodee TPIN: UPC6BMT4X SKU: BB0601004 Condition: New$22.30
Brand: Bodee TPIN: UPC6BMT4X SKU: BB0601004 Condition: New$22.301. Qty of hole: 15 pcs (5 x 3)
2. Interchangeable with all ER type collets
3. Protects, stores and organizes collets
4. Red baked enamel finish for easy cleaning and protection
-
 Brand: Bodee TPIN: 4RL3MEAAY SKU: BE0201014 Condition: New$4.90
Brand: Bodee TPIN: 4RL3MEAAY SKU: BE0201014 Condition: New$4.901. Size MT3 × JT6
2. Hardened and precision ground
3. Made of high-grade alloy steel
4. Total indicated runout is from 0.00059" to 0.00079"
-
 Brand: Bodee TPIN: IKLOW5882 SKU: BE0201018 Condition: New$5.52
Brand: Bodee TPIN: IKLOW5882 SKU: BE0201018 Condition: New$5.521. Size MT4 × JT4
2. Hardened and precision ground
3. Made of high-grade alloy steel
4. Total indicated runout is from 0.00059" to 0.00079"
-
 Brand: Bodee TPIN: W2XXXTLGI SKU: BE0201019 Condition: New$5.52
Brand: Bodee TPIN: W2XXXTLGI SKU: BE0201019 Condition: New$5.521. Size MT4 × JT5
2. Hardened and precision ground
3. Made of high grade alloy steel
4. Total indicated runout is from 0.00059" to 0.00079"
-
 Brand: Bodee TPIN: 2Z53KJUZA SKU: BE0201001 Condition: New$3.60
Brand: Bodee TPIN: 2Z53KJUZA SKU: BE0201001 Condition: New$3.601. Size MT2 × JT0
2. Hardened and precision ground
3. Made of high-grade alloy steel
4. Total indicated runout is from 0.00059" to 0.00079"
-
 Brand: Bodee TPIN: EQOQR64QV SKU: BE0203014 Condition: New$3.60
Brand: Bodee TPIN: EQOQR64QV SKU: BE0203014 Condition: New$3.601. 5/8" straight shank, 33 jacobs taper
2. Hardened and precision ground
3. Made of high grade alloy steel
4. Total indicated runout is from 0.00059" to 0.00079"
-
 Brand: Bodee TPIN: JZUJ6P6C1 SKU: BE0101003 Condition: New$9.50
Brand: Bodee TPIN: JZUJ6P6C1 SKU: BE0101003 Condition: New$9.501. Mount type: JT2 taper mounted
2. Runout: 0.003" TIR.
3. Clamping range: 1/32" - 3/8"
4. Chuck key included
-
 Brand: Bodee TPIN: QP6X0QUKV SKU: BC0101001 Condition: New$54.55
Brand: Bodee TPIN: QP6X0QUKV SKU: BC0101001 Condition: New$54.551. Threaded Mount: 1-1/2" - 18 TPI
2. Maximum offset is 5/8" and minimum graduation is 0.001"
3. Boring head O.D. size is 2", boring bar diameter is 1/2", Includes adjusting wrenches
4. Wide bearing surface assures maximum rigidity
-
 Brand: Bodee TPIN: UFEJH4Y2Q SKU: BD0701001 Condition: New$129.51
Brand: Bodee TPIN: UFEJH4Y2Q SKU: BD0701001 Condition: New$129.511. Jaw width: 4"; jaw height: 1-5/8"
2. Jaw opening: 3-3/16"; width of locating key: 9/16"
3. Easily accessible tilt and swivel clamps secure for positively worry-free operation
4. Use highest quality ductile Iron for minimum bending
-
 Brand: Bodee TPIN: 1E5Q0KGGU SKU: BD0701002 Condition: New$150.82
Brand: Bodee TPIN: 1E5Q0KGGU SKU: BD0701002 Condition: New$150.82
1. Jaw width: 5" ; jaw height: 1-3/4"2. Jaw opening: 4''; width of locating key: 11/16"
3. Easily accessible tilt and swivel clamps secure for positively worry-free operation
4. Use highest quality ductile Iron for minimum bending
-
 Brand: Bodee TPIN: Z5VBPSTHD SKU: BD0701003 Condition: New$196.72
Brand: Bodee TPIN: Z5VBPSTHD SKU: BD0701003 Condition: New$196.721. Jaw width: 6"; Jaw Height: 2"
2. Jaw opening: 5"; Width of locating key: 11/16"
3. Easily accessible tilt and swivel clamps secure for positively worry-free operation
4. Use highest quality ductile Iron for minimum bending
-
 Brand: Bodee TPIN: 6GBZ3GV3V SKU: BA0102002B Condition: New$23.52
Brand: Bodee TPIN: 6GBZ3GV3V SKU: BA0102002B Condition: New$23.521. Runout: ≤ 0.0002" TIR
2. Through-spindle coolant capability
3. Precision balanced to G6.3 @10000 rpm
4. Hardened and precision taper ground to AT3 accuracy
-
 Brand: Bodee TPIN: FMFCWGG8Q SKU: BA0102004 Condition: New$38.63
Brand: Bodee TPIN: FMFCWGG8Q SKU: BA0102004 Condition: New$38.631. T.I.R. ≤ 0.00012 at collet face
2. Through-spindle coolant capability
3. Balanced to G2.5 at 25000 rpm
4. Hardened and precision taper ground to AT3 accuracy
-
 Brand: Bodee TPIN: VOK1BJDTM SKU: BA0102005 Condition: New$47.15
Brand: Bodee TPIN: VOK1BJDTM SKU: BA0102005 Condition: New$47.151. Runout: ≤ 0.0002" TIR
2. Through-spindle coolant capability
3. Precision balanced to G2.5 @ 20000 rpm
4. Hardened and precision taper ground to AT3 accuracy
-
 Brand: Bodee TPIN: 0F4O06I2U SKU: BA0102005B Condition: New$27.72
Brand: Bodee TPIN: 0F4O06I2U SKU: BA0102005B Condition: New$27.721. Runout: ≤ 0.00024" TIR
2. Through-spindle coolant capability
3. Precision balanced to G6.3 @ 10000 rpm
4. Hardened and precision taper ground to AT3 accuracy
-
 Brand: Bodee TPIN: JJQNF8HO1 SKU: BA0102017 Condition: New$47.15
Brand: Bodee TPIN: JJQNF8HO1 SKU: BA0102017 Condition: New$47.151. Runout: ≤ 0.0002" TIR
2. Through-spindle coolant capability
3. Precision balanced to G2.5 @ 20000 rpm
4. Hardened and precision taper ground to AT3 accuracy
-
 Brand: Bodee TPIN: AYJLVWYOE SKU: BA0102018 Condition: New$48.47
Brand: Bodee TPIN: AYJLVWYOE SKU: BA0102018 Condition: New$48.471. Runout: ≤ 0.0002" TIR
2. Through-spindle coolant capability
3. Precision balanced to G2.5 @ 20000 rpm
4. Hardened and precision taper ground to AT3 accuracy
-
 Brand: Bodee TPIN: NV5N1FBHZ SKU: BA0102019 Condition: New$56.50
Brand: Bodee TPIN: NV5N1FBHZ SKU: BA0102019 Condition: New$56.501. Runout: ≤ 0.00024" TIR
2. Through-spindle coolant capability
3. Precision balanced to G6.3 @ 10000 rpm
4. Hardened and precision taper ground to AT3 accuracy
-
 Brand: Bodee TPIN: STH1ME5SL SKU: BA0102019B Condition: New$35.11
Brand: Bodee TPIN: STH1ME5SL SKU: BA0102019B Condition: New$35.111. Runout: ≤ 0.00031" TIR
2. Through-spindle coolant capability
3. Precision balanced to G6.3 @ 8000 rpm
4. Hardened and precision taper ground to AT3 accuracy
-
 Brand: Bodee TPIN: N6MO54A0I SKU: BA0102020B Condition: New$27.72
Brand: Bodee TPIN: N6MO54A0I SKU: BA0102020B Condition: New$27.721. Runout: ≤ 0.00024" TIR
2. Through-spindle coolant capability
3. Precision balanced to G6.3 @ 10000 rpm
4. Hardened and precision taper ground to AT3 accuracy
-
 Brand: Bodee TPIN: NAIBTQL58 SKU: BA0102007 Condition: New$48.47
Brand: Bodee TPIN: NAIBTQL58 SKU: BA0102007 Condition: New$48.471. Runout: ≤ 0.0002" TIR
2. Through-spindle coolant capability
3. Precision balanced to G2.5 @ 20000 rpm
4. Hardened and precision taper ground to AT3 accuracy
-
 Brand: Bodee TPIN: 5J6L3ZO0T SKU: BA0102021 Condition: New$49.80
Brand: Bodee TPIN: 5J6L3ZO0T SKU: BA0102021 Condition: New$49.801. Runout: ≤ 0.00024" TIR
2. Through-spindle coolant capability
3. Precision balanced to G6.3 @ 10000 rpm
4. Hardened and precision taper ground to AT3 accuracy
-
 Brand: Bodee TPIN: YTWPQDMFX SKU: BA0102021B Condition: New$31.00
Brand: Bodee TPIN: YTWPQDMFX SKU: BA0102021B Condition: New$31.001. Runout: ≤ 0.00031" TIR
2. Through-spindle coolant capability
3. Precision balanced to G6.3 @ 80000 rpm
4. Hardened and precision taper ground to AT3 accuracy
-
 Brand: Bodee TPIN: K1ZTLHKG6 SKU: BA0102008 Condition: New$56.50
Brand: Bodee TPIN: K1ZTLHKG6 SKU: BA0102008 Condition: New$56.501. Runout: ≤ 0.00024" TIR
2. Through-spindle coolant capability
3. Precision balanced to G6.3 @ 10000 rpm
4. Hardened and precision taper ground to AT3 accuracy
-
 Brand: Bodee TPIN: DKQK1Q4PE SKU: BA0102008B Condition: New$36.96
Brand: Bodee TPIN: DKQK1Q4PE SKU: BA0102008B Condition: New$36.961. Runout: ≤ 0.00031" TIR at 4xD
2. Coolant through capability
3. Precision balanced to G6.3 @ 8000 rpm
4. Hardened and precision taper ground to AT3 accuracy
-
 Brand: Bodee TPIN: PXS0QPLYS SKU: BA0102022 Condition: New$48.47
Brand: Bodee TPIN: PXS0QPLYS SKU: BA0102022 Condition: New$48.471. Runout: ≤ 0.0002" TIR
2. Through-spindle coolant capability
3. Precision balanced to G2.5 @ 20000 rpm
4. Hardened and precision taper ground to AT3 accuracy
-
 Brand: Bodee TPIN: RS707LA1H SKU: BA0102022B Condition: New$30.23
Brand: Bodee TPIN: RS707LA1H SKU: BA0102022B Condition: New$30.231. Runout: ≤ 0.00024" TIR
2. Through-spindle coolant capability
3. Precision balanced to G6.3 @ 10000 rpm
4. Hardened and precision taper ground to AT3 accuracy
-
 Sale
Brand: Bodee TPIN: AEVJ6KLH1 SKU: BA0102023 Condition: New$60.80 $76.00
Sale
Brand: Bodee TPIN: AEVJ6KLH1 SKU: BA0102023 Condition: New$60.80 $76.001. Runout: ≤ 0.00024" TIR
2. Through-spindle coolant capability
3. Precision balanced to G6.3 @ 10000 rpm
4. Hardened and precision taper ground to AT3 accuracy
-
 Brand: Bodee TPIN: CR2QFJ7EF SKU: BA0102024 Condition: New$48.47
Brand: Bodee TPIN: CR2QFJ7EF SKU: BA0102024 Condition: New$48.471. Runout: ≤ 0.0002" TIR
2. Through-spindle coolant capability
3. Precision balanced to G2.5 @ 20000 rpm
4. Hardened and precision taper ground to AT3 accuracy
-
 Brand: Bodee TPIN: 1XABN6HVR SKU: BA0102024B Condition: New$29.88
Brand: Bodee TPIN: 1XABN6HVR SKU: BA0102024B Condition: New$29.881. Runout: ≤ 0.00024" TIR
2. Through-spindle coolant capability
3. Precision balanced to G6.3 @ 10000 rpm
4. Hardened and precision taper ground to AT3 accuracy
-
 Brand: Bodee TPIN: K6XDYP2DF SKU: BA0102025 Condition: New$56.50
Brand: Bodee TPIN: K6XDYP2DF SKU: BA0102025 Condition: New$56.501. Runout: ≤ 0.00024” TIR
2. Through-spindle coolant capability
3. Precision balanced to G6.3 @ 10000 rpm
4. Hardened and precision taper ground to AT3 accuracy
-
 Brand: Bodee TPIN: XNTEYJP32 SKU: BA0102026 Condition: New$68.90
Brand: Bodee TPIN: XNTEYJP32 SKU: BA0102026 Condition: New$68.901. Runout: ≤ 0.00031'' TIR
2. Through-spindle coolant capability
3. Rear thread for pull stud is M16
4. Hardened and precision taper ground to AT3 accuracy
-
 Brand: Bodee TPIN: 8YPL0RA1F SKU: BA0102026B Condition: New$46.88
Brand: Bodee TPIN: 8YPL0RA1F SKU: BA0102026B Condition: New$46.881. Runout: ≤ 0.00039'' TIR
2. Through-spindle coolant capability
3. Rear thread for pull stud is M16
4. Hardened and precision taper ground to AT3 accuracy
-
 Sale
Brand: Bodee TPIN: P12SMWSZD SKU: BA0102027 Condition: New$47.15 $58.90
Sale
Brand: Bodee TPIN: P12SMWSZD SKU: BA0102027 Condition: New$47.15 $58.901. Runout: ≤ 0.0002" TIR.
2. Through-spindle coolant capability
3. Precision balanced to G2.5 @ 20000 rpm
4. Hardened and precision taper ground to AT3 accuracy
-
 Brand: Bodee TPIN: LXXPPG24L SKU: BA0102027B Condition: New$29.88
Brand: Bodee TPIN: LXXPPG24L SKU: BA0102027B Condition: New$29.881. Runout: ≤ 0.00024" TIR
2. Through-spindle coolant capability
3. Precision balanced to G6.3 @ 10000 rpm
4. Hardened and precision taper ground to AT3 accuracy
-
 Brand: Bodee TPIN: O8LAOJ7K4 SKU: BA0102028 Condition: New$48.47
Brand: Bodee TPIN: O8LAOJ7K4 SKU: BA0102028 Condition: New$48.471. Runout: ≤ 0.0002" TIR.
2. Through-spindle coolant capability
3. Precision balanced to G2.5 @ 20000 rpm
4. Hardened and precision taper ground to AT3 accuracy
-
 Brand: Bodee TPIN: K4G8VWKNO SKU: BA0102028B Condition: New$30.98
Brand: Bodee TPIN: K4G8VWKNO SKU: BA0102028B Condition: New$30.981. Runout: ≤ 0.00024" TIR.
2. Through-spindle coolant capability
3. Precision balanced to G6.3 @ 10000 rpm
4. Hardened and precision taper ground to AT3 accuracy
-
 Sale
Brand: Bodee TPIN: U5QZGCYMN SKU: BA0102029 Condition: New$47.15 $58.90
Sale
Brand: Bodee TPIN: U5QZGCYMN SKU: BA0102029 Condition: New$47.15 $58.901. Runout: ≤ 0.00024" TIR
2. Through-spindle coolant capability
3. Precision balanced to G6.3 @ 10000 rpm
4. Hardened and precision taper ground to AT3 accuracy
-
 Brand: Bodee TPIN: MPM3RX5AZ SKU: BA0102030 Condition: New$56.50
Brand: Bodee TPIN: MPM3RX5AZ SKU: BA0102030 Condition: New$56.501. Runout: ≤ 0.00024" TIR.
2. Through-spindle coolant capability
3. Precision balanced to G6.3 @ 10000 rpm
4. Hardened and precision taper ground to AT3 accuracy
-
 Brand: Bodee TPIN: 7BH2VZUQ7 SKU: BA0102030B Condition: New$39.64
Brand: Bodee TPIN: 7BH2VZUQ7 SKU: BA0102030B Condition: New$39.641. Runout: ≤ 0.00031" TIR.
2. Through-spindle coolant capability
3. Precision balanced to G6.3 @ 8000 rpm
4. Hardened and precision taper ground to AT3 accuracy
-
 Brand: Bodee TPIN: I0GMC2TLM SKU: BA0102032 Condition: New$66.25
Brand: Bodee TPIN: I0GMC2TLM SKU: BA0102032 Condition: New$66.251. Runout: ≤ 0.00024" TIR
2. Through-spindle coolant capability
3. Precision balanced to G6.3 @ 15000 rpm
4. Hardened and precision taper ground to AT3 accuracy
-
 Brand: Bodee TPIN: 0J1M1HYQN SKU: BA0102032B Condition: New$48.20
Brand: Bodee TPIN: 0J1M1HYQN SKU: BA0102032B Condition: New$48.201. Runout: ≤ 0.00031" TIR
2. Through-spindle coolant capability
3. Precision balanced to G6.3 @ 8000 rpm
4. Hardened and precision taper ground to AT3 accuracy
-
 Brand: Bodee TPIN: T3QVHLRYG SKU: BA0102033 Condition: New$66.25
Brand: Bodee TPIN: T3QVHLRYG SKU: BA0102033 Condition: New$66.251. Runout: ≤ 0.00024" TIR
2. Through-spindle coolant capability
3. Precision balanced to G6.3 @ 15000 rpm
4. Hardened and precision taper ground to AT3 accuracy
-
 Brand: Bodee TPIN: HAIH44WPM SKU: BA0102033B Condition: New$48.20
Brand: Bodee TPIN: HAIH44WPM SKU: BA0102033B Condition: New$48.201. Runout: ≤ 0.00031" TIR
2. Through-spindle coolant capability
3. Precision balanced to G6.3 @ 8000 rpm
4. Hardened and precision taper ground to AT3 accuracy
-
 Brand: Bodee TPIN: LN1TIQ8VM SKU: BA0102034 Condition: New$66.25
Brand: Bodee TPIN: LN1TIQ8VM SKU: BA0102034 Condition: New$66.251. Runout: ≤ 0.00024" TIR
2. Through-spindle coolant capability
3. Precision balanced to G6.3 @ 15000 rpm
4. Hardened and precision taper ground to AT3 accuracy
-
 Brand: Bodee TPIN: G1ZOMI7MQ SKU: BA0102034B Condition: New$48.20
Brand: Bodee TPIN: G1ZOMI7MQ SKU: BA0102034B Condition: New$48.201. Runout: ≤ 0.00031" TIR
2. Through-spindle coolant capability
3. Precision balanced to G6.3 @ 8000 rpm
4. Hardened and precision taper ground to AT3 accuracy
-
 Brand: Bodee TPIN: AG1ITH531 SKU: BA0102035 Condition: New$67.58
Brand: Bodee TPIN: AG1ITH531 SKU: BA0102035 Condition: New$67.581. Runout: ≤ 0.00031" TIR
2. Through-spindle coolant capability
3. Precision balanced to G6.3 @ 10000 rpm
4. Hardened and precision taper ground to AT3 accuracy
-
 Brand: Bodee TPIN: VK7TSJGEN SKU: BA0102035B Condition: New$50.49
Brand: Bodee TPIN: VK7TSJGEN SKU: BA0102035B Condition: New$50.491. Runout: ≤ 0.00031" TIR
2. Through-spindle coolant capability
3. Precision balanced to G6.3 @ 8000 rpm
4. Hardened and precision taper ground to AT3 accuracy
-
 Brand: Bodee TPIN: FV3XBF013 SKU: BA0102036 Condition: New$76.83
Brand: Bodee TPIN: FV3XBF013 SKU: BA0102036 Condition: New$76.831. Runout: ≤ 0.00031" TIR
2. Through-spindle coolant capability
3. Precision balanced to G6.3 @ 10000 rpm
4. Hardened and precision taper ground to AT3 accuracy
-
 Brand: Bodee TPIN: URY2WQC4L SKU: BA0102036B Condition: New$58.89
Brand: Bodee TPIN: URY2WQC4L SKU: BA0102036B Condition: New$58.891. Runout: ≤ 0.00031" TIR
2. Through-spindle coolant capability
3. Precision balanced to G6.3 @ 8000 rpm
4. Hardened and precision taper ground to AT3 accuracy
-
 Brand: Bodee TPIN: CN6W5YGXW SKU: BA0102037 Condition: New$76.80
Brand: Bodee TPIN: CN6W5YGXW SKU: BA0102037 Condition: New$76.801. Runout: ≤ 0.00024" TIR
2. Through-spindle coolant capability
3. Precision balanced to G6.3 @ 15000 rpm
4. Hardened and precision taper ground to AT3 accuracy
-
 Brand: Bodee TPIN: BCAVZB34H SKU: BA0102037B Condition: New$49.34
Brand: Bodee TPIN: BCAVZB34H SKU: BA0102037B Condition: New$49.341. Runout: ≤ 0.00031" TIR
2. Through-spindle coolant capability
3. Precision balanced to G6.3 @ 8000 rpm
4. Hardened and precision taper ground to AT3 accuracy
-
 Brand: Bodee TPIN: USQFMAYV6 SKU: BA0102038 Condition: New$76.80
Brand: Bodee TPIN: USQFMAYV6 SKU: BA0102038 Condition: New$76.801. Runout: ≤ 0.00031" TIR
2. Through-spindle coolant capability
3. Precision balanced to G6.3 @ 10000 rpm
4. Hardened and precision taper ground to AT3 accuracy
-
 Brand: Bodee TPIN: X6UE143YA SKU: BD0501006 Condition: New$475.83
Brand: Bodee TPIN: X6UE143YA SKU: BD0501006 Condition: New$475.831. Sliding surface of the vise bed is flame hardened and ground
2. Jaw Opening: 218mm (8-5/8") ; Jaw Height: 60mm (2-23/64")
3. Parallel and accurate within 0.01mm/100mm (0.00039" /4") , squareness and accurate within 0.01mm/100mm (0.00039"/4")
4. Each pound of force in horizontal induces 1/2 lbs of downward force, eliminating jaw tilt
-
 Brand: Bodee TPIN: O7YX1W6PH SKU: BD0502005 Condition: New$104.90
Brand: Bodee TPIN: O7YX1W6PH SKU: BD0502005 Condition: New$104.901. Base height: 1-49/64"(45mm)
2. Precision ground and hardened
3. Use highest quality Ductile Iron
4. Rotation axis is included
-
 Brand: Bodee TPIN: QLNCQ8O61 SKU: BD0702001 Condition: New$685.26
Brand: Bodee TPIN: QLNCQ8O61 SKU: BD0702001 Condition: New$685.261. Jaw width: 3" ; Jaw Height: 63/64"; Jaw opening: 2 - 61/64"
2. Horizontal swivel through 360°
3. The vise tilts 45° vertically
4. Easily accessible tilt and swivel clamps secure
-
 Brand: Bodee TPIN: 253EI0H0Z SKU: BA0102038B Condition: New$51.64
Brand: Bodee TPIN: 253EI0H0Z SKU: BA0102038B Condition: New$51.641. Runout: ≤ 0.00031" TIR
2. Through-spindle coolant capability
3. Precision balanced to G6.3 @ 8000 rpm
4. Hardened and precision taper ground to AT3 accuracy
-
 Brand: Bodee TPIN: PO3ZTH4Q1 SKU: BA0102014 Condition: New$79.00
Brand: Bodee TPIN: PO3ZTH4Q1 SKU: BA0102014 Condition: New$79.001. Runout: ≤ 0.00031" TIR
2. Through-spindle coolant capability
3. Precision balanced to G6.3 @ 10000 rpm
4. Hardened and precision taper ground to AT3 accuracy
-
 Brand: Bodee TPIN: 1FCKVLO8E SKU: BA0102014B Condition: New$59.39
Brand: Bodee TPIN: 1FCKVLO8E SKU: BA0102014B Condition: New$59.391. Runout: ≤ 0.00031" TIR
2. Through-spindle coolant capability
3. Precision balanced to G6.3 @ 8000 rpm
4. Hardened and precision taper ground to AT3 accuracy
-
 Brand: Bodee TPIN: 272RJZCD3 SKU: BA0102040 Condition: New$66.25
Brand: Bodee TPIN: 272RJZCD3 SKU: BA0102040 Condition: New$66.251. Runout: ≤ 0.00024" TIR
2. Through-spindle coolant capability
3. Precision balanced to G6.3 @ 15000 rpm
4. Hardened and precision taper ground to AT3 accuracy
-
 Brand: Bodee TPIN: UIB4BILUO SKU: BA0102040B Condition: New$69.50
Brand: Bodee TPIN: UIB4BILUO SKU: BA0102040B Condition: New$69.501. Runout: ≤ 0.00031" TIR
2. Through-spindle coolant capability
3. Precision balanced to G6.3 @ 8000 rpm
4. Hardened and precision taper ground to AT3 accuracy
-
 Brand: Bodee TPIN: T1FJLIA1H SKU: BA0102041 Condition: New$67.58
Brand: Bodee TPIN: T1FJLIA1H SKU: BA0102041 Condition: New$67.581. Runout: ≤ 0.00031" TIR
2. Through-spindle coolant capability
3. Precision balanced to G6.3 @ 10000 rpm
4. Hardened and precision taper ground to AT3 accuracy
-
 Brand: Bodee TPIN: BKJ1MR4U8 SKU: BA0102041B Condition: New$53.22
Brand: Bodee TPIN: BKJ1MR4U8 SKU: BA0102041B Condition: New$53.221. Runout: ≤ 0.00031" TIR
2. Through-spindle coolant capability
3. Precision balanced to G6.3 @ 8000 rpm
4. Hardened and precision taper ground to AT3 accuracy
-
 Brand: Bodee TPIN: F5J8Z6JAY SKU: BA0102015B Condition: New$59.89
Brand: Bodee TPIN: F5J8Z6JAY SKU: BA0102015B Condition: New$59.891. Runout: ≤ 0.00031" TIR
2. Through-spindle coolant capability
3. Precision balanced to G6.3 @ 8000 rpm
4. Hardened and precision taper ground to AT3 accuracy
-
 Brand: Bodee TPIN: ZQTHITZYY SKU: BA0101035 Condition: New$47.15
Brand: Bodee TPIN: ZQTHITZYY SKU: BA0101035 Condition: New$47.151. T.I.R. ≤ 0.0002" at collet face
2. Rear thread for pull stud is 5/8" - 11
3. Balanced to G6.3 at 15000 rpm
4. Works on all CAT40 machines
-
 Brand: Bodee TPIN: NYIZHJKDC SKU: BA0101037 Condition: New$47.15
Brand: Bodee TPIN: NYIZHJKDC SKU: BA0101037 Condition: New$47.151. T.I.R. ≤ 0.0002" at collet face
2. Rear thread for pull stud is 5/8" - 11
3. Balanced to G6.3 at 15000 rpm
4. Works on all CAT40 machines
-
 Brand: Bolton Tools TPIN: 6KVAIEZ5A SKU: 10-313-002 Condition: New$5.96Bolton Tools 10-313-002 CARBIDE THREADING INSERT,PARTIAL PROFILE 60 DEG 11ER A60
Brand: Bolton Tools TPIN: 6KVAIEZ5A SKU: 10-313-002 Condition: New$5.96Bolton Tools 10-313-002 CARBIDE THREADING INSERT,PARTIAL PROFILE 60 DEG 11ER A60 -
 Brand: Bolton Tools TPIN: KWVCNR4CW SKU: 10-313-004 Condition: New$5.96Bolton Tools 10-313-004 CARBIDE THREADING INSERT,PARTIAL PROFILE 60 DEG 16ER A60
Brand: Bolton Tools TPIN: KWVCNR4CW SKU: 10-313-004 Condition: New$5.96Bolton Tools 10-313-004 CARBIDE THREADING INSERT,PARTIAL PROFILE 60 DEG 16ER A60 -
 Brand: Bolton Tools TPIN: 8J3ZLOFC7 SKU: 10-313-006 Condition: New$5.96Bolton Tools 10-313-006 CARBIDE THREADING INSERT,PARTIAL PROFILE 60 DEG 16ER AG60
Brand: Bolton Tools TPIN: 8J3ZLOFC7 SKU: 10-313-006 Condition: New$5.96Bolton Tools 10-313-006 CARBIDE THREADING INSERT,PARTIAL PROFILE 60 DEG 16ER AG60 -
 Brand: Bolton Tools TPIN: WI2CVZA0B SKU: 10-313-008 Condition: New$5.96Bolton Tools 10-313-008 CARBIDE THREADING INSERT,PARTIAL PROFILE 60 DE 16ER A60
Brand: Bolton Tools TPIN: WI2CVZA0B SKU: 10-313-008 Condition: New$5.96Bolton Tools 10-313-008 CARBIDE THREADING INSERT,PARTIAL PROFILE 60 DE 16ER A60 -
 Brand: Bolton Tools TPIN: LUWWQDD1A SKU: 10-313-010 Condition: New$8.57Bolton Tools 10-313-010 CARBIDE THREADING INSERT,PARTIAL PROFILE 60 DEGREE 22ER N60
Brand: Bolton Tools TPIN: LUWWQDD1A SKU: 10-313-010 Condition: New$8.57Bolton Tools 10-313-010 CARBIDE THREADING INSERT,PARTIAL PROFILE 60 DEGREE 22ER N60 -
 Brand: Bolton Tools TPIN: KCT2L2XFL SKU: 10-313-014 Condition: New$6.70Bolton Tools 10-313-014 CARBIDE THREADING INSERT,PARTIAL PROFILE 60 DEGREE 06IR A60
Brand: Bolton Tools TPIN: KCT2L2XFL SKU: 10-313-014 Condition: New$6.70Bolton Tools 10-313-014 CARBIDE THREADING INSERT,PARTIAL PROFILE 60 DEGREE 06IR A60 -
 Brand: Bolton Tools TPIN: MS8LBUPHQ SKU: 10-313-016 Condition: New$6.70Bolton Tools 10-313-016 CARBIDE THREADING INSERT,PARTIAL PROFILE 60 DEGREE 08IR A60
Brand: Bolton Tools TPIN: MS8LBUPHQ SKU: 10-313-016 Condition: New$6.70Bolton Tools 10-313-016 CARBIDE THREADING INSERT,PARTIAL PROFILE 60 DEGREE 08IR A60 -
 Brand: Bolton Tools TPIN: OS705M6D6 SKU: 10-313-018 Condition: New$5.96Bolton Tools 10-313-018 CARBIDE THREADING INSERT,PARTIAL PROFILE 60 DEGREE 11IR A60
Brand: Bolton Tools TPIN: OS705M6D6 SKU: 10-313-018 Condition: New$5.96Bolton Tools 10-313-018 CARBIDE THREADING INSERT,PARTIAL PROFILE 60 DEGREE 11IR A60 -
 Brand: Bolton Tools TPIN: G4U53NDGC SKU: 10-313-026 Condition: New$8.57Bolton Tools 10-313-026 CARBIDE THREADING INSERT,PARTIAL PROFILE 60 DEGREE 22IR N60
Brand: Bolton Tools TPIN: G4U53NDGC SKU: 10-313-026 Condition: New$8.57Bolton Tools 10-313-026 CARBIDE THREADING INSERT,PARTIAL PROFILE 60 DEGREE 22IR N60 -
 Brand: Bolton Tools TPIN: 3WQ2GDQTC SKU: 10-313-028 Condition: New$14.91Bolton Tools 10-313-028 CARBIDE THREADING INSERT,PARTIAL PROFILE 60 DEGREE 27IR Q60
Brand: Bolton Tools TPIN: 3WQ2GDQTC SKU: 10-313-028 Condition: New$14.91Bolton Tools 10-313-028 CARBIDE THREADING INSERT,PARTIAL PROFILE 60 DEGREE 27IR Q60 -
 Brand: Bolton Tools TPIN: 8UDNEYUJY SKU: 10-313-146 Condition: New$5.96Bolton Tools 10-313-146 CARBIDE THREADING INSERT, FULL PROFILE 11ER28 UN
Brand: Bolton Tools TPIN: 8UDNEYUJY SKU: 10-313-146 Condition: New$5.96Bolton Tools 10-313-146 CARBIDE THREADING INSERT, FULL PROFILE 11ER28 UN -
 Brand: Bolton Tools TPIN: WJCLN33A3 SKU: 10-313-148 Condition: New$5.96Bolton Tools 10-313-148 CARBIDE THREADING INSERT, FULL PROFILE 11ER24 UN
Brand: Bolton Tools TPIN: WJCLN33A3 SKU: 10-313-148 Condition: New$5.96Bolton Tools 10-313-148 CARBIDE THREADING INSERT, FULL PROFILE 11ER24 UN -
 Brand: Bolton Tools TPIN: SW1NT81UT SKU: 10-313-154 Condition: New$5.96Bolton Tools 10-313-154 CARBIDE THREADING INSERT, FULL PROFILE 11ER16 UN
Brand: Bolton Tools TPIN: SW1NT81UT SKU: 10-313-154 Condition: New$5.96Bolton Tools 10-313-154 CARBIDE THREADING INSERT, FULL PROFILE 11ER16 UN -
 Brand: Bolton Tools TPIN: 0EWAHST51 SKU: 10-313-156 Condition: New$5.96Bolton Tools 10-313-156 CARBIDE THREADING INSERT, FULL PROFILE 16ER32 UN
Brand: Bolton Tools TPIN: 0EWAHST51 SKU: 10-313-156 Condition: New$5.96Bolton Tools 10-313-156 CARBIDE THREADING INSERT, FULL PROFILE 16ER32 UN -
 Brand: Bolton Tools TPIN: E1RMCM8FI SKU: 10-313-158 Condition: New$5.96Bolton Tools 10-313-158 CARBIDE THREADING INSERT, FULL PROFILE 16ER28 UN
Brand: Bolton Tools TPIN: E1RMCM8FI SKU: 10-313-158 Condition: New$5.96Bolton Tools 10-313-158 CARBIDE THREADING INSERT, FULL PROFILE 16ER28 UN -
 Brand: Bolton Tools TPIN: UR8H1KD0E SKU: 10-313-160 Condition: New$5.96Bolton Tools 10-313-160 CARBIDE THREADING INSERT, FULL PROFILE 16ER24 UN
Brand: Bolton Tools TPIN: UR8H1KD0E SKU: 10-313-160 Condition: New$5.96Bolton Tools 10-313-160 CARBIDE THREADING INSERT, FULL PROFILE 16ER24 UN -
 Brand: Bolton Tools TPIN: VGUIVPT66 SKU: 10-313-162 Condition: New$5.96Bolton Tools 10-313-162 CARBIDE THREADING INSERT, FULL PROFILE 16ER20 UN
Brand: Bolton Tools TPIN: VGUIVPT66 SKU: 10-313-162 Condition: New$5.96Bolton Tools 10-313-162 CARBIDE THREADING INSERT, FULL PROFILE 16ER20 UN -
 Brand: Bolton Tools TPIN: WG6KQ535C SKU: 10-313-164 Condition: New$5.96Bolton Tools 10-313-164 CARBIDE THREADING INSERT, FULL PROFILE 16ER18 UN
Brand: Bolton Tools TPIN: WG6KQ535C SKU: 10-313-164 Condition: New$5.96Bolton Tools 10-313-164 CARBIDE THREADING INSERT, FULL PROFILE 16ER18 UN -
 Brand: Bolton Tools TPIN: XAS4D7RJ0 SKU: 10-313-166 Condition: New$5.96Bolton Tools 10-313-166 CARBIDE THREADING INSERT, FULL PROFILE 16ER16 UN
Brand: Bolton Tools TPIN: XAS4D7RJ0 SKU: 10-313-166 Condition: New$5.96Bolton Tools 10-313-166 CARBIDE THREADING INSERT, FULL PROFILE 16ER16 UN -
 Brand: Bolton Tools TPIN: U86ZVISK0 SKU: 10-313-168 Condition: New$5.96Bolton Tools 10-313-168 CARBIDE THREADING INSERT, FULL PROFILE 16ER14 UN
Brand: Bolton Tools TPIN: U86ZVISK0 SKU: 10-313-168 Condition: New$5.96Bolton Tools 10-313-168 CARBIDE THREADING INSERT, FULL PROFILE 16ER14 UN -
 Brand: Bolton Tools TPIN: DEHIFF2PJ SKU: 10-313-172 Condition: New$5.96Bolton Tools 10-313-172 CARBIDE THREADING INSERT, FULL PROFILE 16ER12 UN
Brand: Bolton Tools TPIN: DEHIFF2PJ SKU: 10-313-172 Condition: New$5.96Bolton Tools 10-313-172 CARBIDE THREADING INSERT, FULL PROFILE 16ER12 UN -
 Brand: Bolton Tools TPIN: NHL2PQP86 SKU: 10-313-174 Condition: New$5.96Bolton Tools 10-313-174 CARBIDE THREADING INSERT, FULL PROFILE 16ER11 .5UN
Brand: Bolton Tools TPIN: NHL2PQP86 SKU: 10-313-174 Condition: New$5.96Bolton Tools 10-313-174 CARBIDE THREADING INSERT, FULL PROFILE 16ER11 .5UN -
 Brand: Bolton Tools TPIN: TF8UZPCVC SKU: 10-313-176 Condition: New$5.96Bolton Tools 10-313-176 CARBIDE THREADING INSERT, FULL PROFILE 16ER11 UN
Brand: Bolton Tools TPIN: TF8UZPCVC SKU: 10-313-176 Condition: New$5.96Bolton Tools 10-313-176 CARBIDE THREADING INSERT, FULL PROFILE 16ER11 UN -
 Brand: Bolton Tools TPIN: H7ZDSKDA6 SKU: 10-313-178 Condition: New$5.96Bolton Tools 10-313-178 CARBIDE THREADING INSERT, FULL PROFILE 16ER10 UN
Brand: Bolton Tools TPIN: H7ZDSKDA6 SKU: 10-313-178 Condition: New$5.96Bolton Tools 10-313-178 CARBIDE THREADING INSERT, FULL PROFILE 16ER10 UN -
 Brand: Bolton Tools TPIN: ODOXLUAFN SKU: 10-313-180 Condition: New$5.96Bolton Tools 10-313-180 CARBIDE THREADING INSERT, FULL PROFILE 16ER9 UN
Brand: Bolton Tools TPIN: ODOXLUAFN SKU: 10-313-180 Condition: New$5.96Bolton Tools 10-313-180 CARBIDE THREADING INSERT, FULL PROFILE 16ER9 UN -
 Brand: Bolton Tools TPIN: 2GC8H5ML4 SKU: 10-313-182 Condition: New$5.96Bolton Tools 10-313-182 CARBIDE THREADING INSERT, FULL PROFILE 16ER8 UN
Brand: Bolton Tools TPIN: 2GC8H5ML4 SKU: 10-313-182 Condition: New$5.96Bolton Tools 10-313-182 CARBIDE THREADING INSERT, FULL PROFILE 16ER8 UN -
 Brand: Bolton Tools TPIN: ZDOIR30IX SKU: 10-313-432 Condition: New$5.96Bolton Tools 10-313-432 CARBIDE THREADING INSERT,NPTF (Dryseal american standard taper pipe thread) 11ER18 NPTF
Brand: Bolton Tools TPIN: ZDOIR30IX SKU: 10-313-432 Condition: New$5.96Bolton Tools 10-313-432 CARBIDE THREADING INSERT,NPTF (Dryseal american standard taper pipe thread) 11ER18 NPTF -
 Brand: Bolton Tools TPIN: 1A8Y8PS3T SKU: 10-313-436 Condition: New$5.96Bolton Tools 10-313-436 CARBIDE THREADING INSERT,NPTF (Dryseal american standard taper pipe thread) 16ER27 NPTF
Brand: Bolton Tools TPIN: 1A8Y8PS3T SKU: 10-313-436 Condition: New$5.96Bolton Tools 10-313-436 CARBIDE THREADING INSERT,NPTF (Dryseal american standard taper pipe thread) 16ER27 NPTF -
 Brand: Bolton Tools TPIN: FYV3XIJ0J SKU: 10-313-438 Condition: New$5.96Bolton Tools 10-313-438 CARBIDE THREADING INSERT,NPTF (Dryseal american standard taper pipe thread) 16ER18 NPTF
Brand: Bolton Tools TPIN: FYV3XIJ0J SKU: 10-313-438 Condition: New$5.96Bolton Tools 10-313-438 CARBIDE THREADING INSERT,NPTF (Dryseal american standard taper pipe thread) 16ER18 NPTF -
 Brand: Bolton Tools TPIN: 0HBTMHLEZ SKU: 10-313-440 Condition: New$5.96Bolton Tools 10-313-440 CARBIDE THREADING INSERT,NPTF (Dryseal american standard taper pipe thread) 16ER14 NPTF
Brand: Bolton Tools TPIN: 0HBTMHLEZ SKU: 10-313-440 Condition: New$5.96Bolton Tools 10-313-440 CARBIDE THREADING INSERT,NPTF (Dryseal american standard taper pipe thread) 16ER14 NPTF
Recommended Products
- 17785 CENTER COURT DRIVE, SUITE 300, Cerritos, CA 90703
- 17783 Indian St, Moreno Valley, CA. 92551
- Contact Us
- Careers
